













 導入サポートを受けたい
導入サポートを受けたい 改造更新を検討したい
改造更新を検討したい 故障復旧サポートを受けたい
故障復旧サポートを受けたい 生産中止機種のサポートに
生産中止機種のサポートに 保守・保全サービスを受けたい
保守・保全サービスを受けたい YASKAWAシステムインテグレーションパートナー
YASKAWAシステムインテグレーションパートナー



アーク溶接作業時に溶けた金属が飛び散る金属粒「スパッタ」は、多くの溶接現場での課題であり、対策にはコストもかかるので対応に苦慮されている方は多いですね。極限までスパッタを低減させる安川電機独自のEAGL工法をご紹介します。
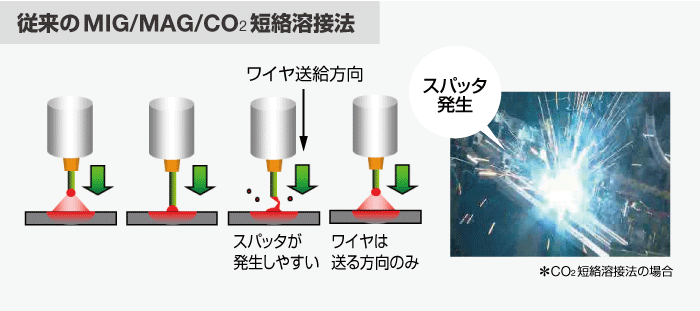
従来の溶接法とEAGL工法の違い
EAGL工法は、Enhanced Arc weldinG for Low spatterから安川電機が名付けた工法です。EAGL工法の解説の前に、従来の溶接法についてみてみましょう。
MIG/MAG/CO2短絡溶接法と呼ばれる通常の溶接では、常に一定の速度で溶接ワイヤを送給します。スパッタが発生しやすいのは、短絡(ショートアーク)に移行する時です。
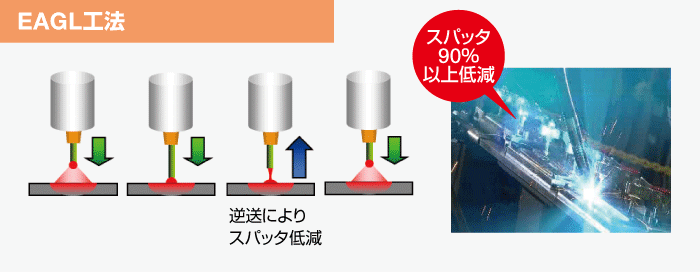
これに対し、EAGL工法は、溶接波形と同期して、溶接ワイヤを正送と逆走を繰り返し制御します。強制的に短絡に移行し、適切な溶接条件に制御することでスパッタを低減します。安川電機のモータ制御技術を生かした工法です。
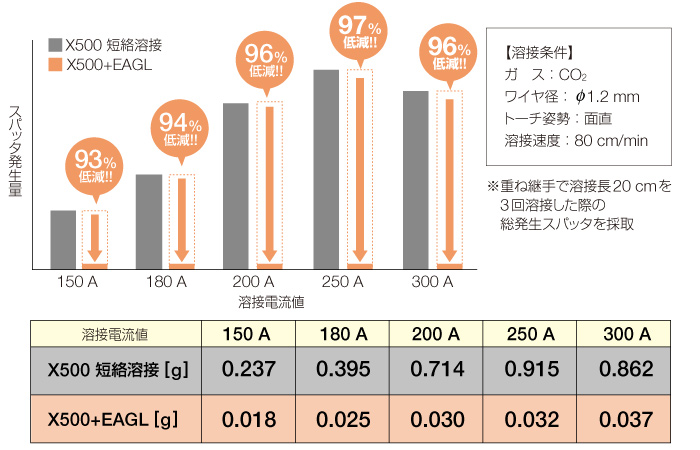
スパッタ発生量を比較すると・・・
従来工法とEAGL工法で、実際のスパッタ発生量を比較してみましょう。
CO2溶接で、MOTOWELD-X500を適用した場合の比較では、スパッタ発生量を最大97%低減することができました。
スパッタを大幅に減らすことができれば、安定した美しい仕上がりになるだけでなく、後工程のスパッタ除去作業の工数を減らすことができます。
進化するEAGL工法
EAGL工法は2014年からみなさんにご紹介していますが、技術は進化しています。
MOTOPAC-WL300+から新搭載しているのが、EAGL7と呼ぶ工法です。
安川電機のサーボモータΣ-7を適用し、高速応答性を向上し従来の2倍以上の短絡回数を実現するなど、スパッタを極限まで低減しつつ、溶接性能を向上させています。
<高速応答性>
溶接ワイヤの高速応答性を実現。
従来のEAGL工法と比べ2倍以上の短絡回数が可能になり、アーク長は同約45%短縮しました。
<溶け込み向上>
アーク長短縮、アーク指向性の向上により、溶け込み量が従来と比べ約53%増加しました。
<ロバスト性向上>
アーク長の短縮、短絡回数の増加により、Gap対応性を向上しました。
<使用範囲拡大>
ガス:CO2 ワイヤ径:φ1.2の場合、最大使用可能電流を350Aに拡大し、厚板溶接においても溶け込み品質を確保しました。
※300A以上ではスパッタが増える傾向にあります。
溶接品質を向上させ、工数削減にもつながるのがEAGL工法です。
適用製品の導入については、お気軽にお問い合わせくださいね。

