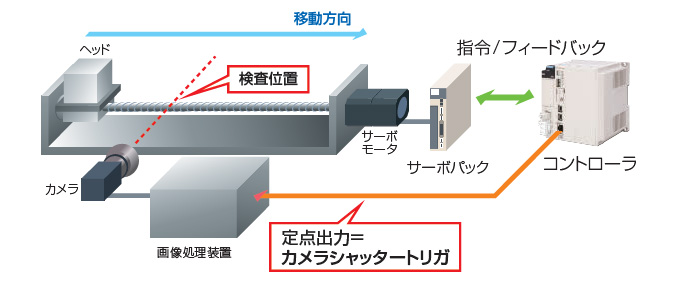
機械の可動部が基準点を通過するときに、サーボが定点出力信号を出力し、装置を高速化・システムを簡略化できます。
さらに、定点出力信号のばらつきは5μs以内となっており、信号出力遅れの改善と検出精度の向上を実現します。
課題トリガ出力信号がコントローラのアプリケーションの処理周期に影響を受けている
従来の定点出力システムでは、サーボの分周パルス出力をコントローラのカウンタモジュールで受け、コントローラにて基準位置の通過を検出し、トリガ信号を出力しています。
コントローラによる定点出力システム
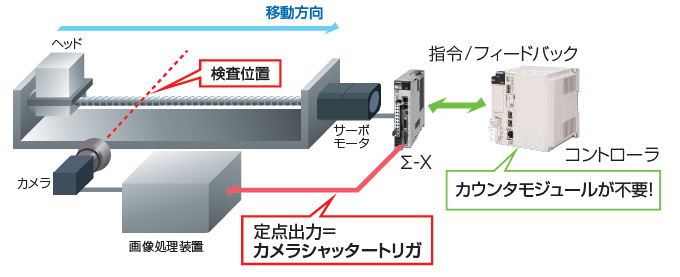
ソリューションΣ-Xサーボパックで基準位置の通過を検出して、トリガ信号を出力!
Σ-Xサーボパックの定点出力システムでは、上位コントローラを介さずにサーボにて基準位置の通過を検出し、トリガ信号を出力します。トリガ信号は、サーボドライブの高速演算周期で出力されるので、出力の遅れ時間が低減します。
Σ-Xサーボパックによる定点出力システム
定点出力機能の「高速出力」と「通常出力」の性能比較
| |
高速出力 |
通常出力 |
| 信号出力の遅れ時間 |
ON→OFF(1μs以内)
OFF→ON(1μs以内) |
ON→OFF(2ms以内)
OFF→ON(1ms以内) |
| 信号出力のばらつき |
5μs以内∗ |
250μs以内 |
- ∗
- Σ-Xシリーズ回転形サーボモータを接続し、1000000[指令単位/s]以上の一定速度の場合の値です。
定点出力機能の基本動作
出力位置設定は最大32点です。
通常出力(3点)または高速出力(3点)に任意に割り付けできます。
1つの出力に複数の通過出力を割り当てることも可能です。
出力位置や出力時間、出力距離の設定は、SigmaWin+もしくは上位装置からのMECHATROLINK4/III通信指令によって設定可能です。
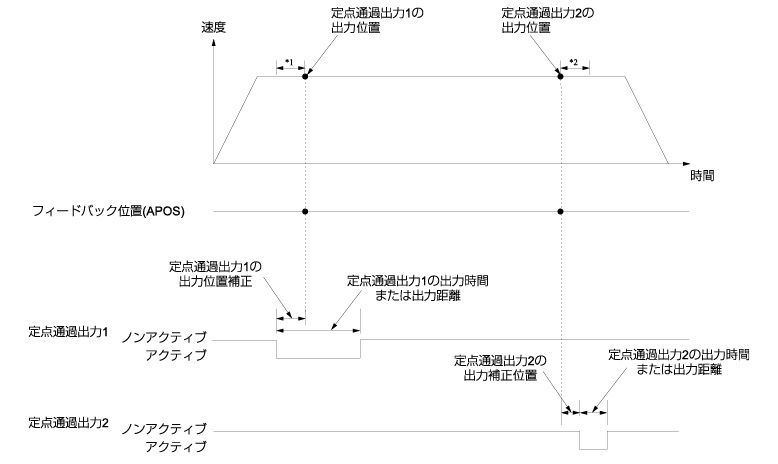
- ∗1
- 定点通過出力機能は、機械の可動部が定点を通過する250μs以上前から一定速度であることが条件になります。
- ∗2
- 定点通過出力信号の出力幅を距離で設定するときは、一定速度が減速を開始する位置より前の距離を設定してください。
サーボ機構の通過位置に連動した出力処理を必要とする装置全般に最適!

















 導入サポートを受けたい
導入サポートを受けたい 改造更新を検討したい
改造更新を検討したい 故障復旧サポートを受けたい
故障復旧サポートを受けたい 生産中止機種のサポートに
生産中止機種のサポートに 保守・保全サービスを受けたい
保守・保全サービスを受けたい YASKAWAシステムインテグレーションパートナー
YASKAWAシステムインテグレーションパートナー この事例についてもっと詳しく!お問い合わせはこちら
この事例についてもっと詳しく!お問い合わせはこちら